上一节介绍了控制器的激光相关的接口与如何实现激光的控制。本节介绍ZMC408SCAN控制激光振镜的方法。
01 激光与振镜功能简介
ZMC408SCAN是正运动技术新推出的一款支持EtherCAT总线的开放式激光振镜运动控制器,集激光控制+振镜控制+轴控于一体。支持16路运动轴的复杂的连续轨迹控制需求,可实现振镜轴+脉冲轴+总线轴的混合插补。
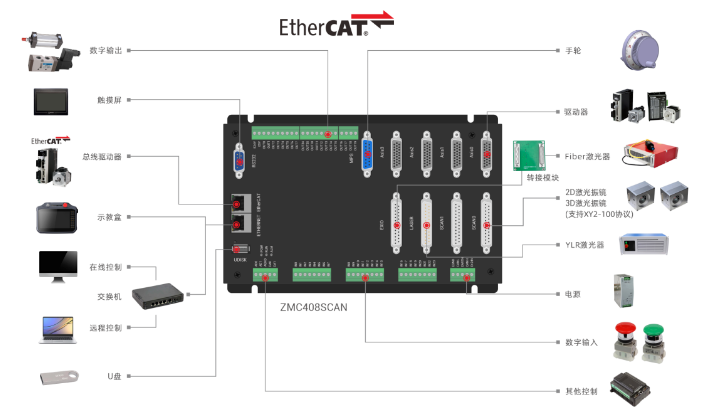
ZMC408SCAN控制器上包含两个SCAN振镜接口,SCAN支持XY2-100振镜协议,支持振镜轴与运动轴联合插补运动,实现激光输出与运动的同步控制。
支持激光振镜控制和振镜反馈,配合不带加减速的运动指令MOVESCAN,拐角处振镜加工自动延时,完成精准高效的激光控制,提高激光加工设备的产能。
→激光器的接口可选LASER,EXIO扩展IO口或OP输出口。
→LASER激光电源接口支持连接 IPG、YLR、YLS 等类型激光电源。
→EXIO扩展接口目前可支持扩展标准的YGA、SPI、FIBER等激光器类型,通过EXIO扩展接口连接扩展板,转换TTL信号后控制激光器的激光使能、红光开关以及8位数字量输出口控制激光能量,接线完成还需使用指令配置EXIO扩展接口,配置连接扩展板的输入/输出信号。
→输出口OUT0-7支持PWM功能,可灵活连接激光器。
02 激光振镜控制原理
1.什么是激光振镜
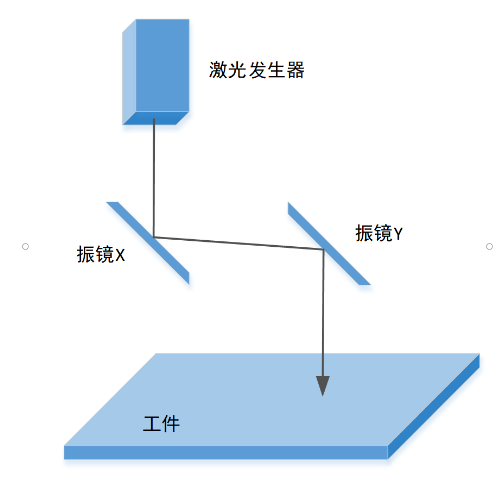
激光振镜是一种专门用于激光加工领域的特殊的运动器件,2D激光振镜头包含的主要元件是激光发生器,两个电机和两个振镜片,它靠两个电机分别控制两个振镜片X和Y反射激光,形成XY平面的运动,这两个电机使用控制器上的振镜轴接口控制,示意图如下。
激光振镜不同于一般的电机,激光振镜具有非常小的惯量,且在运动的过程中负载非常小,只需要带动反射镜片,系统的响应非常快。
激光发生器的能量和开关可采用PWM控制或模拟量控制,根据激光器的类型选择接线方式和控制方式。
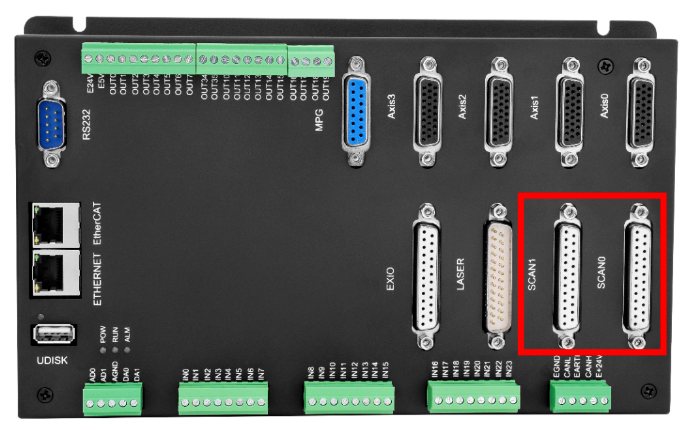
2.SCAN振镜接口
使用ZMC408SCAN控制器的SCAN振镜轴接口连接激光振镜头,每个振镜轴接口内包含两路振镜通道信号,分别控制振镜片X、Y的偏转,从而控制了激光打到工件的位置,激光的开关一般通过OP口控制,部分OP口支持PWM功能,通过PWM控制激光的能量和开关。
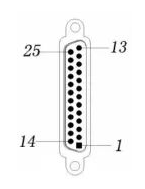
SCAN振镜接口采用25针母头,针脚号说明参见下表:
针脚号
信号
说明
1
Clk-
时钟信号-
14
Clk+
时钟信号+
2
SYNC-
同步信号-
15
SYNC+
同步信号+
3
X-
振镜 X 通道信号-
16
X+
振镜 X 通道信号+
4
Y-
振镜 Y 通道信号-
17
Y+
振镜 Y 通道信号+
5
Z-
振镜 Z 通道信号-
18
Z+
振镜 Z 通道信号+
6
Y RETURN-
振镜 Y 通道反馈信号-
19
Y RETURN+
振镜 Y 通道反馈信号+
7
Z RETURN-
振镜 Z 通道反馈信号-
20
Z RETURN+
振镜 Z 通道反馈信号+
8
X RETURN-
振镜 X 通道反馈信号-
21
X RETURN+
振镜 X 通道反馈信号+
9
NC
/22
10
23
GND
信号地
11
24
12
NC
/
25
13
注意:
(1)2D振镜默认情况下,SCAN0的对应2D振镜Axis4,Axis5,SCAN1的对应2D振镜Axis6,Axis7;
(2)3D振镜默认情况下,SCAN0的对应3D振镜Axis4,Axis5,Axis8,SCAN1的对应3D振镜Axis6,Axis7,Axis9。
3.XY2-100振镜协议
ZMC408SCAN支持XY2-100振镜协议,刷新周期10us-50us,支持运动控制与振镜联合插补运动。上位机通过网口与控制器相连,通过XY2-100振镜协议进行控制振镜轴的运动,通过EtherCAT总线或者脉冲模式控制伺服轴运动。
ZMC408SCAN同时支持XY2-100E振镜协议,支持瑞雷振镜闭环,振镜运动过程中会实施反馈MPOS的振镜位置,可通过读取的位置进行对应处理实现闭环,并且会对应报警。
4.激光振镜控制过程
振镜运动采用缓冲区运动方式,即用户需要向轴运动缓冲区传递运动及工艺数据,然后启动缓冲区运动,运动控制器则会依次连续执行用户所传递的运动数据,直到所有的运动数据全部运动完成。
在激光振镜运动控制系统中不但有运动的控制,还有激光的控制。如何有效地处理振镜运动和激光开关的配合是一个很重要的问题,只有有效的协调了激光和运动的关系,才能运动出精确的轨迹。
运动控制:打标运动时,激光会按照设定的打标速度沿着给定的打标轨迹运动,在执行打标相关指令时,激光振镜运动控制器会自动开启激光。如果下一条仍是打标指令,激光一直呈开启状态,直到最后一条打标指令结束,或缓存区指令执行完毕,中途在缓冲区若遇到跳转指令,则激光自动关闭,直到遇到打标指令,激光才重新开启。开始运动前为保证打标轨迹正确需调整振镜坐标,同时清空缓冲区。
激光控制:主要包括控制激光的开关控制与发出激光的时长,控制激光的开断使用OP指令,激光能量的控制可根据激光器的不同,对应通过模拟量,数字量输出口,以及输出口PWM的占空比对应控制能量的大小。
5.激光振镜控制架构
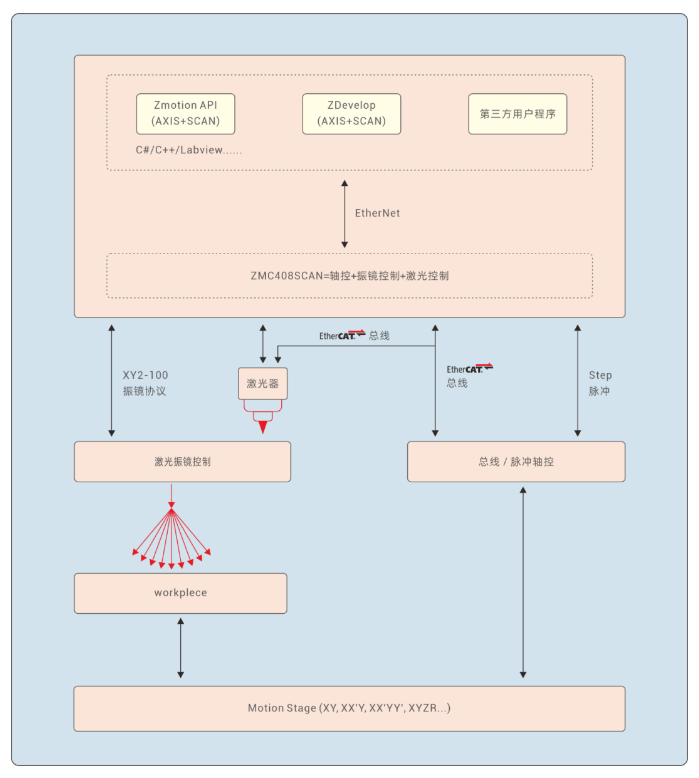
ZMC408SCAN开放式激光振镜控制系统的参考架构如下图:
实现激光加工包含运动控制与激光控制两大部分。
激光振镜控制系统的控制过程可选正运动的API函数库通过常用上位机环境控制,或正运动自主研发的ZDevelop开发环境,或第三方用户程序。
激光振镜用于直接控制激光的轨迹,选用支持标准XY2-100协议的产品。
激光控制可通过LASER、支持PWM功能的OUT输出口或者EXIO扩展接口接标准的激光器。
工件需要运动时可采用脉冲轴或EtherCAT总线轴控制,支持与激光振镜轴联合插补。
ZMC408SCAN上的SCAN0对应的2D振镜轴号为4和5,SCAN1对应的振镜轴号为6和7,ATYPE轴类型设为21(振镜的轴类型),振镜轴的运动控制与脉冲型驱动器的控制方法相同,可使用常用的MOVE等一系列运动控制指令。
同时额外封装了MOVESCAN(MOVESCANABS绝对运动)振镜运动指令,MOVESCAN与MOVE指令区别是此指令不带加减速,支持微秒级别的时间控制,响应速度更快。
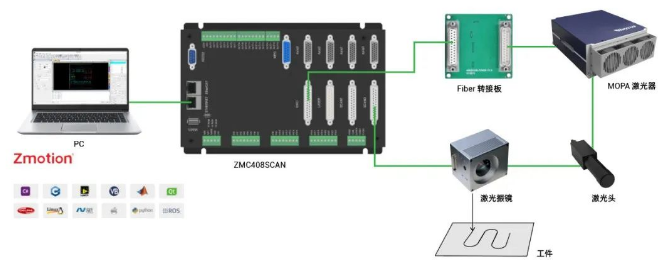
03 激光振镜控制实例
例程用ZDevelop软件开发,以ZMC408SCAN控制FIBER激光器为例,分为运动控制和激光控制两部分。
运动控制部分采用SCAN0接口控制2D激光振镜,振镜轴对应轴号为4和5。
激光控制部分采用EXIO扩展IO接口扩展,通过标准Fiber转接板连接激光器。
1.控制器与激光振镜接线
采用标准的配线完成控制器与激光振镜接线,接线参考图如下:
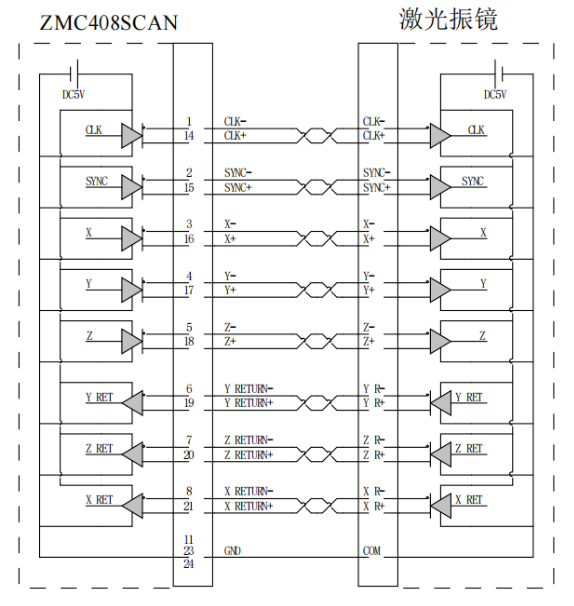
(1)SCAN振镜轴接口接线原理如上图所示,请使用差分接线标准,注意信号规格相互匹配;
(2)请使用屏蔽双绞线接线,尤其是环境恶劣的场合,务必使屏蔽层充分接地。
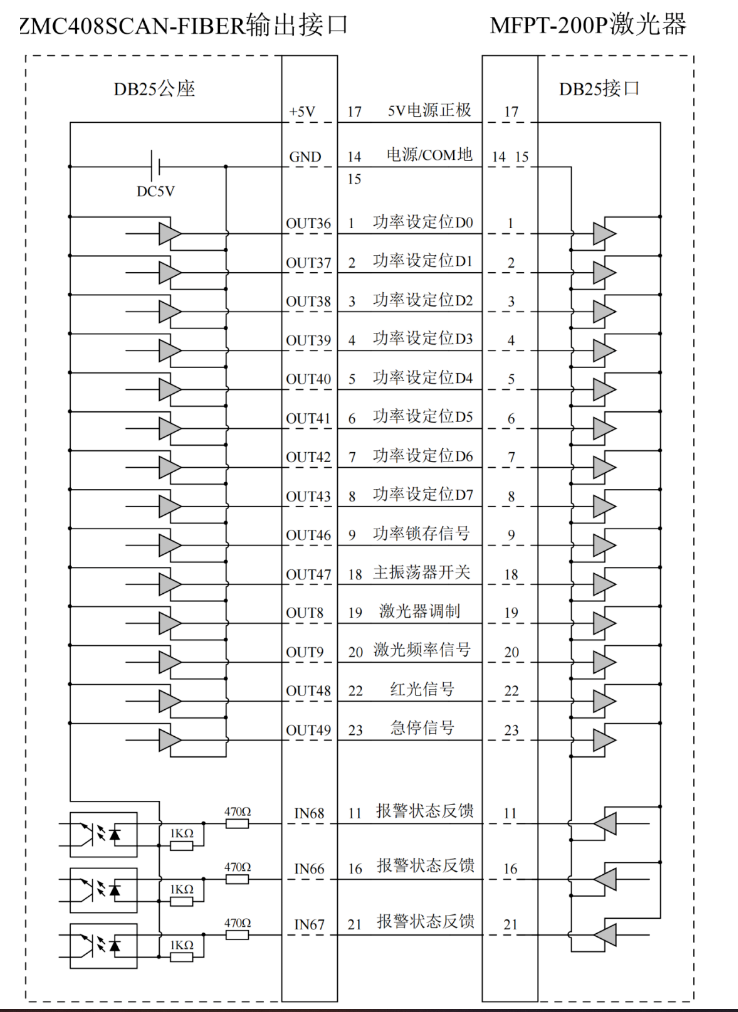
2.控制器与激光器接线参考
控制器与转接板、激光器与转接板均采用标准DB25线直连,配线简单方便,转接板与激光器采用统一接口,采用专用线缆直连。接线参考图如下:
Fiber激光器转接板输出接口说明如下表,通过EXIO_DIR设置好IO方向后,便可通过右侧的IO编号控制激光器。
针脚号
信号
说明
IO控制信号
1
D0
功率设定位D0
OUT36
2
D1
功率设定位D1
OUT37
3
D2
功率设定位D2
OUT38
4
D3
功率设定位D3
OUT39
5
D4
功率设定位D4
OUT40
6
D5
功率设定位D5
OUT41
7
D6
功率设定位D6
OUT42
8
D7
功率设定位D7
OUT43
9
LATCH
功率锁存信号,上升沿有效。
OUT46
10
NC
保留
/
11
STA2
报警状态反馈(输入接口)
IN68
12
NC
保留
/
13
NC
保留
/
14、15
GND
数字参考地
/
16
STA0
报警状态反馈(输入接口)
IN66
17
+5V
+5V输出,100mA左右,不用时悬空
/
18
M0
主振荡器开关信号
OUT47
19
GATE
激光器调制信号
OUT8
20
PRR
激光频率信号
OUT9
21
STA1
报警状态反馈(输入接口)
IN67
22
RED LIGHT
红光信号
OUT48
23
EMSTOP
急停信号
OUT49
24、25
NC
保留
/
D0和D7一共8位组合设置激光器的功率,激光出光口为OUT8,激光出光前先设置好激光器的功率并打开激光使能开关OUT47,红光的开关为OUT48。
→EXIO扩展IO配置
说明:采用EXIO接口扩展后, 均需要使用EXIO_DIR指令对扩展IO进行方向配置才可正常使用。
按上节接线完成后,配置好EXIO扩展IO接口的IO方向之后才能控制激光器,扩展IO功能设置EXIO_DIR(0, $8FFFF)。
指令语法:
EXIO_DIR(isel, dirbit)Isel:0(指定激光器类型)dirbit: 按位设置是否输出, 0- 输入, 1-输出 (自定义配置转接口对应的信号类型)
控制器与激光器的接线参考图如下:
3.激光控制说明
例如某激光器的控制端口针脚说明如下表,对比上表可知,Fiber-DB25头转接板输出接口采用与该激光器匹配的标准端口,针脚定义一致,可直接与该激光器相连,再通过OUT引脚控制激光器。
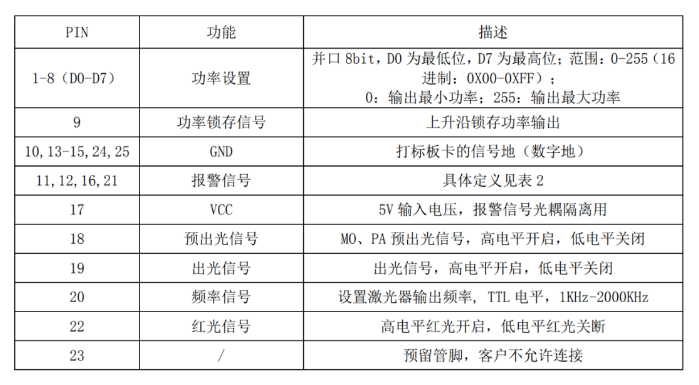
主要控制端子说明:
功率信号定义:设置针 1~8 的 TTL 信号,通过 TTL 信号的组合来设置泵浦激光二极管的电流,从而控制激光器的输出功率。通过 1~8 针可以设置 0~255 范围内的编码,对应于 0~100%的功率输出。
电源:针17和GND组成激光器控制端口的供电回路,采用5V直流供电。
4.打标应用例程
编程界面如下图,采用Basic和HMI混合编程,Basic完成控制过程,HMI编写界面。
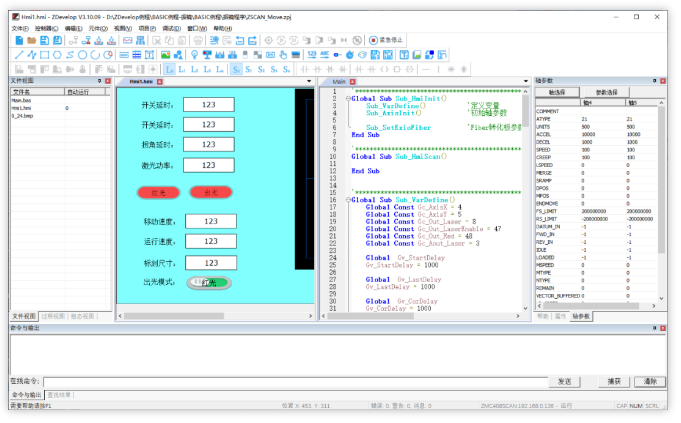
初始化定义相关变量,初始化轴参数,配置好FIBER转接板的方向为输出,后续的激光加工控制由HMI界面的按钮触发。
D0和D7一共8位组合设置激光器的功率,通过AOUT3配置激光功率;激光出光口为OUT8,激光出光前先设置好激光器的功率并打开激光使能开关OUT47,红光的开关为OUT48。
(1)Basic程序如下
**********************************************************HMI初始化
Global Sub Sub_HmiInit()
Sub_VarDefine() 定义变量
Sub_AxisInit() 初始轴参数
Sub_SetExioFiber Fiber转化板参数设置
End Sub
**********************************************************HMI刷新扫描
Global Sub Sub_HmiScan()
End Sub
**********************************************************变量定义初始化
Global Sub Sub_VarDefine()
Global Const Gc_AxisX = 4
Global Const Gc_AxisY = 5
Global Const Gc_Out_Laser = 8 出光OUT口
Global Const Gc_Out_LaserEnable = 47 激光使能
Global Const Gc_Out_Red = 48 红灯
Global Const Gc_Aout_Laser = 3 激光能量模拟量输出口
Global Gv_StartDelay 开光延时us
Gv_StartDelay = 1000
Global Gv_LastDelay 关光延时us
Gv_LastDelay = 1000
Global Gv_CorDelay 拐角延时us
Gv_CorDelay = 1000
Global Gv_JumpDelay 跳转延时us
Gv_JumpDelay = 1000
Global Gv_LaserPower 激光功率0-2^8
Gv_LaserPower = 128
Global Gv_EmpSp 空移速度
Gv_EmpSp = 10000
Global Gv_WorkSp 加工速度
Gv_WorkSp = 5000
Global Gv_WorkMode 加工模式 0-红光 1-激光
Gv_WorkMode = 0
Global Gv_MarkSize 标刻大小
Gv_MarkSize = 80
End Sub
**********************************************************轴参数初始化
Global Sub Sub_AxisInit()
base(Gc_AxisX,Gc_AxisY)
Atype = 21,21 轴类型 振镜轴
Units = 500,500 脉冲当量
speed = 100,100 运动速度
Accel = 10000,10000 加速度
AXIS_ZSET = 3,3 开启精准输出
End Sub
**********************************************************切换红光
Global Sub Sub_Btn_Red()
if op(Gc_Out_Red) THEN
op(Gc_Out_Red,OFF)
ELSE
op(Gc_Out_Red,ON)
endif
End Sub
**********************************************************切换出光
Global Sub Sub_Btn_Laser()
if op(Gc_Out_Laser) THEN
Aout(Gc_Aout_Laser) = 0
op(Gc_Out_Laser,OFF)
DELAY(100)
op(Gc_Out_LaserEnable,OFF)
ELSE
Aout(Gc_Aout_Laser) = Gv_LaserPower 设置能量
op(Gc_Out_LaserEnable,ON) 打开激光使能
DELAY(100)
op(Gc_Out_Laser,ON) 出光
endif
End Sub
**********************************************************fiber转换板处理
GLOBAL SUB Sub_SetExioFiber()
修改扩展接口方向为输出
EXIO_DIR(0, $FFFFF)
END SUB
**********************************************************空移到起点
Global Sub Sub_MoveEmp(StartX,StartY)
base(Gc_AxisX,Gc_AxisY)
FORCE_SPEED = Gv_EmpSp
MOVESCANABS(StartX,StartY) 空移到起点
MOVE_DELAY(Gv_JumpDelay/1000) 跳转延时
if Gv_WorkMode =1 then
MOVE_OP(Gc_Out_Laser, ON)
ELSE
MOVE_OP(Gc_Out_Red, ON)
endif
MOVE_DELAY(Gv_StartDelay/1000) 开光延时
End Sub
**********************************************************直线运动
XPos 运行结束点X坐标
YPos 运行结束点Y坐标
If_End 是否最后的结束点,是启动关光参数
Global Sub Sub_MoveLine(XPos,YPos,If_End)
FORCE_SPEED = Gv_WorkSp
MOVESCANABS(XPos,YPos) 运动到加工点
if(If_End) then
MOVE_DELAY(Gv_LastDelay/1000) 关光延时
if Gv_WorkMode =1 then
MOVE_OP(Gc_Out_Laser, OFF)
ELSE
MOVE_OP(Gc_Out_Red, OFF)
endif
endif
End Sub
**********************************************************画矩形运动
XPos 运行结束点X坐标
YPos 运行结束点Y坐标
If_End 是否最后的结束点,是启动关光参数
Global Sub Sub_MoveRect(StartX, StartY, EndX,EndY,If_End)
FORCE_SPEED = Gv_WorkSp
MOVESCANABS(StartX,EndY)
MOVE_DELAY(Gv_CorDelay/1000)
MOVESCANABS(EndX, EndY)
MOVE_DELAY(Gv_CorDelay/1000)
MOVESCANABS(EndX, StartX)
MOVE_DELAY(Gv_CorDelay/1000)
MOVESCANABS(StartX, StartY)
if(If_End) then
MOVE_DELAY(Gv_LastDelay/1000) 关光延时
if Gv_WorkMode =1 then
MOVE_OP(Gc_Out_Laser, OFF)
ELSE
MOVE_OP(Gc_Out_Red, OFF)
endif
endif
End Sub
**********************************************************
Global Sub Sub_Move9Point()
Local dScanSize
dScanSize = Gv_MarkSize
MOVE_Aout(Gc_Aout_Laser,Gv_LaserPower) 设置能量
MOVE_op(Gc_Out_LaserEnable,ON) 打开激光使能
MOVE_DELAY(10)
TRIGGER
绘制横线
Sub_MoveEmp((-dScanSize/2 – dScanSize/10), 0)
Sub_MoveLine((dScanSize/2 + dScanSize/10), 0,TRUE)
绘制竖线
Sub_MoveEmp(0, (-dScanSize/2 – dScanSize/10))
Sub_MoveLine(0,(dScanSize/2 + dScanSize/10),TRUE)
矩形
Sub_MoveEmp(-dScanSize/2, -dScanSize/2)
Sub_MoveRect(-dScanSize/2, -dScanSize/2, dScanSize/2, dScanSize/2,TRUE)
绘制X
Sub_MoveEmp((dScanSize/2-0.06*dScanSize), -0.02*dScanSize)
Sub_MoveLine((dScanSize/2-0.02*dScanSize), -0.08*dScanSize,TRUE)
Sub_MoveEmp((dScanSize/2-0.02*dScanSize), -0.02*dScanSize)
Sub_MoveLine((dScanSize/2-0.06*dScanSize), -0.08*dScanSize,TRUE)
绘制Y
Sub_MoveEmp(0.02*dScanSize, (dScanSize/2-0.02*dScanSize))
Sub_MoveLine(0.04*dScanSize, (dScanSize/2-0.05*dScanSize),TRUE)
Sub_MoveEmp(0.06*dScanSize, (dScanSize/2-0.02*dScanSize))
Sub_MoveLine(0.04*dScanSize, (dScanSize/2-0.05*dScanSize),FALSE)
Sub_MoveLine(0.04*dScanSize, (dScanSize/2-0.08*dScanSize),TRUE)
回原点
FORCE_SPEED = Gv_EmpSp
MOVESCANABS(0,0) 空移到原点
MOVE_Aout(Gc_Aout_Laser,0) 关闭能量
MOVE_op(Gc_Out_LaserEnable,OFF) 关闭激光使能
End Sub
**********************************************************
Global Sub Sub_Bnt_TaskRun() 九点标定按钮
STOPTASK 1
RUNTASK 1,Sub_Move9Point
End Sub
**********************************************************
Global Sub Sub_Btn_TaskStop() 停止按钮
STOPTASK 1
base(Gc_AxisX,Gc_AxisY)
Cancel(2)
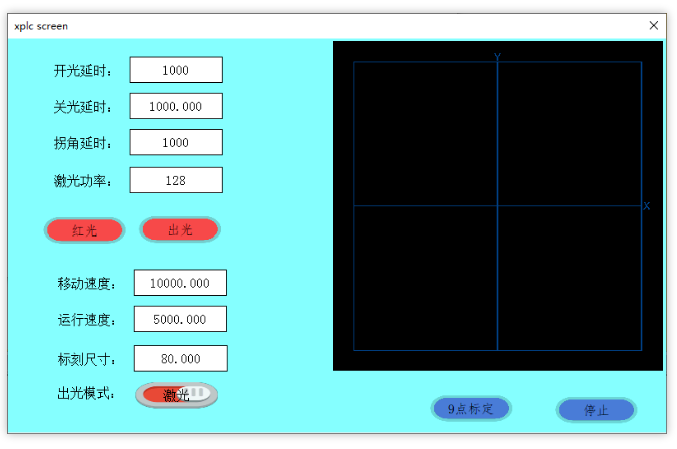
End Sub(2)HMI界面如下
通过HMI界面可设置激光加工的参数,选择红光模式或者激光模式加工,并且能调整振镜轴的速度,标刻幅面的大小,标刻的轨迹如界面右侧所示。
操作流程:基础参数设置-出光模式选择-点击”九点标定“按钮开始打标,运动时点击”停止 “按钮停止运动并关闭出光。
(3)运动效果
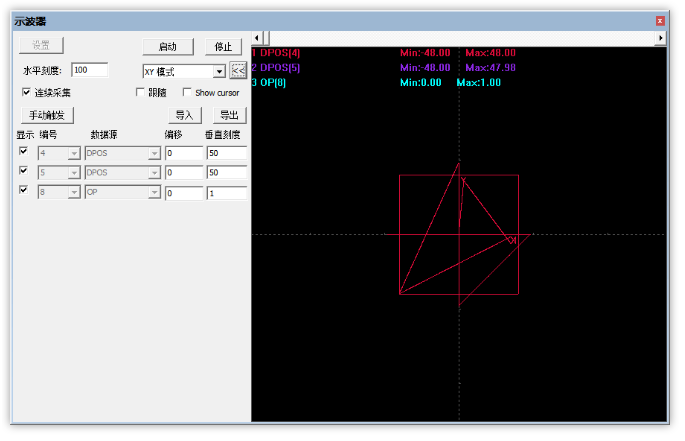
通过示波器可采样振镜轴的运动波形,采样振镜轴4和轴5的位置,激光输出口OP(8)的状态,若为红光模式,采样OP(48)。
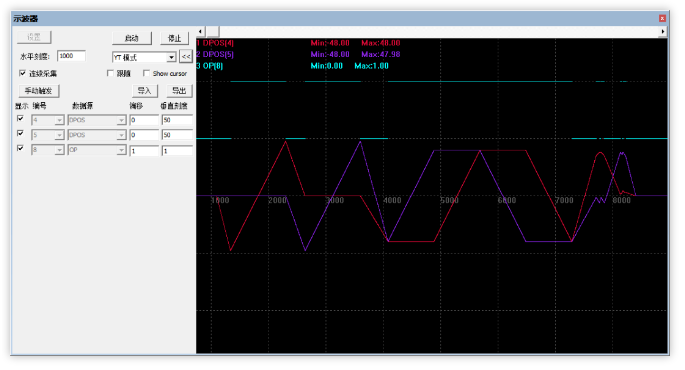
按上图的运动参数,XY模式下的两个振镜轴的插补轨迹如下,轨迹包含打标和空走两部分,打标轨迹为三部分,十字线+方框+XY字符。
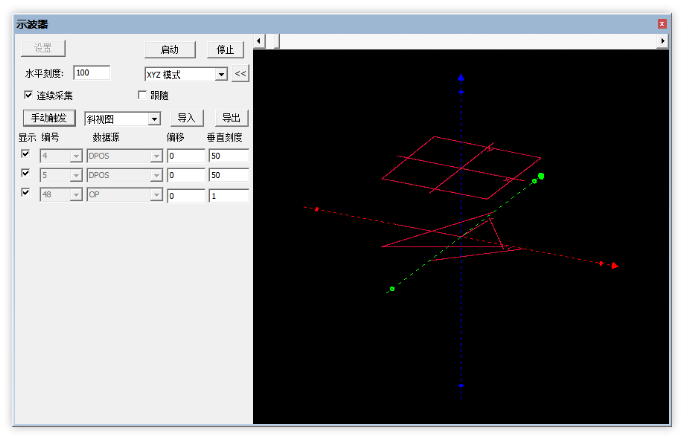
XYZ模式下波形图如下,加入激光输出OP(8)的状态为Z轴参数,上半部分图形为打标轨迹,下半部分的图形为空走轨迹。
本次,正运动技术开放式激光振镜运动控制器(四):ZMC408SCAN振镜控制光纤激光器加工,就分享到这里。
审核编辑:汤梓红
免责声明:文章内容来自互联网,本站不对其真实性负责,也不承担任何法律责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:ZMC408SCAN振镜控制光纤激光器加工-激光器振镜和场镜的区别 https://www.yhzz.com.cn/a/7702.html