原标题:波峰焊温度设定与注意事项
波峰焊是目前插件元件焊接所用的主要焊接设备。
目前主流的电子产品大部分都是要环保无铅产品,所以都要用无铅波峰焊接。
波峰焊接的温度要比有铅的波峰焊接温度高20度左右。
在预热温度和升温降温斜率上都有所不同。
下面分享一下波峰焊温度的设定和注意事项。

一、波峰焊温度设定参数:
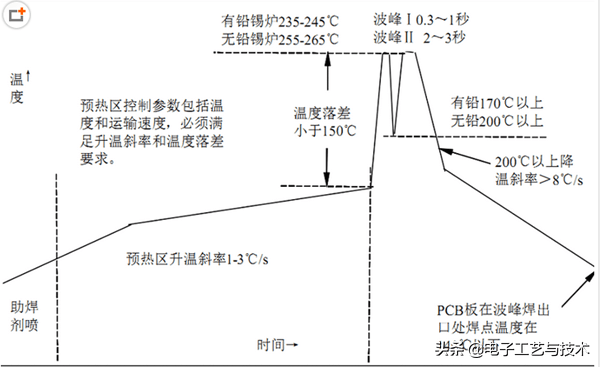
1. 顶峰温度范围是 255℃~265℃
2. 预热温度是 90℃~120℃
3. 预热时间是 80sec~150sec
4. 升温斜率是 1~3℃/sec
5. 吃锡时间扰流波+平波=3 sec~5 sec
6.降温斜率以各家冷却系统而定,一般在 5-12℃/sec 均可允收。
二、波峰焊温度设定注意事项:
1.波峰焊锡炉轨道空载与满载的情况下,温度有所差异(1-5℃), 此温度差异视生产机机或与客户讨论是否为正常允许?或视机种情况另 行设定。
2.量测时,如出现异常温度偏差过大。应通知工程师进行验查是 否为测温仪或加热系统出现故障造成。期间中断生产直至确定无疑。
3.炉温曲线必须于每个机种生产前或换线前量测。
三、波峰焊温度设定参照条件:
1. 参照无铅焊料 LB-801B 制程要求。
2. 如有客户要求依客户要求为主。
3. 搭配助焊剂焊接条件设定。
4. 考量 pcb 材质和电子元器件对温度的要求。
5. 依目前公司测温仪器和量测条件制定。返回搜狐,查看更多
责任编辑:
免责声明:文章内容来自互联网,本站不对其真实性负责,也不承担任何法律责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:波峰焊温度设定与注意事项-波峰焊的速度是多少? https://www.yhzz.com.cn/a/573.html