波峰焊原理和操作工艺常识,分为以下几个方面进行讲述:1、波峰焊简单原理;2、波峰焊工作流程;3、预热的作用;4、波峰焊机操作规范,广晟德这里和大家分享详述希望大家能加深对波峰焊的认识!
一、波峰焊简单原理
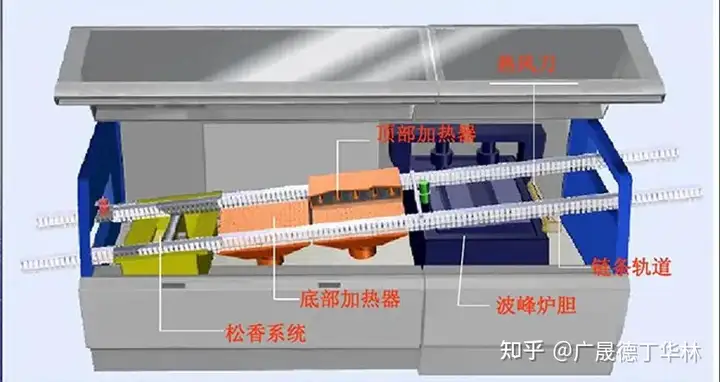
波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。波峰焊机主要是由运输带,助焊剂添加区,预热区和波峰锡炉组成。
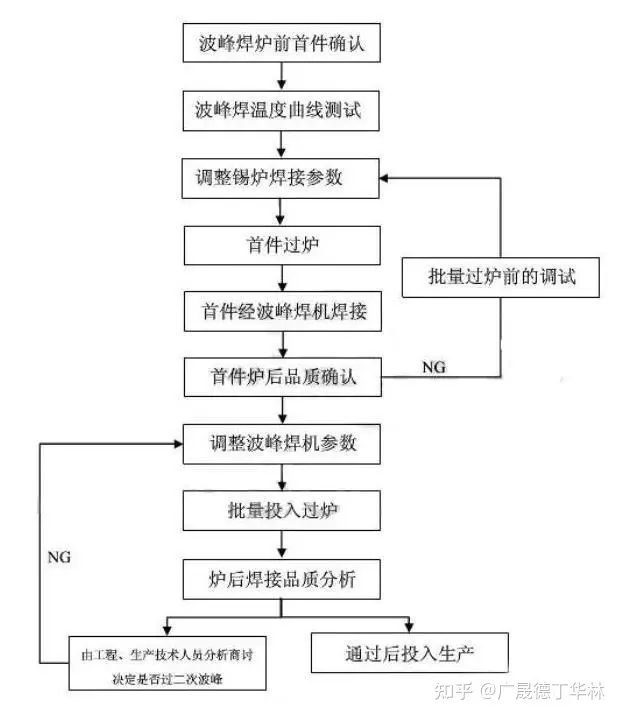
二、波峰焊工作流程
1.喷涂助焊剂
已插完成元器件的电路板,将其嵌入治具,由机器入口处的接驳装置以定的倾角和传送速度送入波峰焊机内,然后被连续运转的链爪夹持,途径传感器感应,喷头沿着治具的起始位置来回匀速喷雾,使电路板的裸露焊盘表面、焊盘过孔以及元器件引脚表面均匀地涂敷层薄薄的助焊剂。
2.PCB板预热
进入预热区域,PCB板焊接部位被加热到润湿温度,同时,由于元器件温度的升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB表面的温度应在 75 ~ 110 ℃间为宜。
3.温度补偿:进入温度补偿阶段,经补偿后的PCB板在波峰焊接中减少热冲击。
4.湍流波峰焊接
第一波峰焊接是由狭窄的喷口的“湍流”流速快,对治具有影阴的焊接部位有较好的渗透性。同时,湍流波向上的喷射力使助焊剂气体顺利排除,大大减少了漏焊以及垂直填充不足的缺陷。
5.平滑波峰焊接
“平滑”波峰焊接流动速度慢点,能有效去除端子上的过量焊锡,使所有的焊接面润湿良好,并能对第波造成的拉和桥接进行充分的修正。
6.线路板冷却:制冷系统使PCB的温度急剧下降可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。
三、预热的作用

1、助焊剂中的溶剂被挥发掉,这样可以减少焊接时产生气体;
2、助焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防止发生高温再氧化的作用;
3、使PCB板和元器件充分预热,避免焊接时急剧升温产生热应力损坏PCB板和元器件。
四、波峰焊机操作规范
1、波峰焊操作准备工作
a.检查波峰焊机配用的通风设备是否良好;
b.检查波峰焊机定时开关是否良好;
c.检查锡槽温度指示器是否正常;进行温度指示器上下调节,然后用温度计测量锡槽液面下10-15 mm处的温度,判断温度是否随其变化。
2、检查预热器系统是否正常:打开预热器开关,检查其是否升温且温度是否正常。
3、检查切脚刀的工作情况:根据印制板的厚度与所留元件引线的长度调整刀片的高低,然后将刀片架拧紧且平稳,开机目测刀片的旋转情况,最后检查保险装置有无失灵。
4、检查助焊剂容器压缩空气的供给是否正常:倒入助焊剂,调好进气阀,开机后助焊剂发泡,使用试样印制板将泡沫调到板厚的1/2处,再镇紧眼压阀,待正式操作时不再动此阀,只开进气开关即可。
5、等待以上程序全部正常后,方可将所需的各种工艺参数预置到设备的有关位置上。
http://www.bofenghan.com.cn/show-27-1283.html
免责声明:文章内容来自互联网,本站不对其真实性负责,也不承担任何法律责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:波峰焊原理和操作工艺常识-波峰焊原理图 https://www.yhzz.com.cn/a/511.html