整理了PCB的基础知识和生产流程,供大家学习。
有误的地方欢迎指出。
PCB的概念和功能
1.印制电路板的英文:Printed Circuit Board, 缩写:PCB
2.主要功能:支撑电路元件和互连电路元件,即制程和互连两大作用。
PCB发展简史
印制电路概念于1936年由英国Eisler博士提出,且首创了铜箔腐蚀法工艺;在二次世界大战中,美国 利用该工艺技术制造印制板用于军事电子装置中, 获得了成功,才引起电子制造商的重视;
- 1953 年出现了双面板,并采用电镀工艺使两面导线互连;
- 1960 年出现了多层板;
- 1990 年出现了积层多层板;
- 随着整个科技水平,工业水平的提高,印制板行业得到了蓬勃发展。
PCB分类
按材质分:有机材质(酚醛树脂、玻璃纤维/环氧树脂、聚酰亚胺、BT/Epoxy)、无机材质:(铝、MCPCB、陶瓷)
按结构分:单面板、双面板、多层板
硬度性能:硬板、软板、软硬结合板
孔的导通状态:埋孔板、盲孔版、通孔板
表面制作:喷锡板、镀金板、沉金板、金手指板、沉锡板、沉银板
PCB常用基材
常用的FR-4覆铜板包括以下几个部分
- 玻璃纤维布
- 环氧树脂
- 铜箔
- 填料
PCB常用化学品:
三酸二碱一铜
- H2SO4 – 硫酸(含量98%)
- HNO3 – 硝酸(含量68%)
- HCL – 盐酸(含量36%)
- NaOH – 氢氧化钠
- Na2CO3 – 碳酸钠
- CuSO4·5H2O – 五水硫酸铜
常用化学品纯度等级:
- GR级(优纯级):适用于精密分析或科研。纯度≥99.8%
- AR级(分析纯):普通化验分析,纯度≥99.7%
- CP级(化学纯):一般工业/学校应用,纯度≥99.5%
- MSDS:物质安全资料表,是化学品生产商和供应商用来阐明危险化学品的燃、爆性能,毒性和环境危害,以及安全使用、泄漏应急救护处置、主要理化参数、法律法规等方面信息的综合性文件
常用单位
面积: 1 m2 = 10.76ft2,1 ft2 = 144inch2
长度: 1 inch = 25.4mm,1mm = 1000 um,1mil = 25.4um,1um = 39.37uin≈40uin
体积:1L=1000ml=1000cm3
压力:1Kg/cm2=14.2PSI
重量:1OZ=28.35g ,1kg=1000g=1000000mg,
厚度:1OZ铜厚定义为重量为28.35g铜箔均匀平铺1ft2面积的厚度,标准为34.3um,实际应用以35um为准。
电流密度:ASF—安培每平方英尺,ASD—安培每平方分米,1ASD=9.29ASF
电量:AH—安培·小时,AMIN—安培·分钟
例:电镀铜电流密度为20ASF,CR面电镀面积1FT2,SR面电镀面积2FT2,每飞巴夹板10pnl,电镀时间为75min,铜光剂添加要求为100ml/500AH,则火牛CR、SR面输出电流分别是多少?电镀此飞巴板消耗的光剂量是多少?
答: CR面电流:20×1×10=200A. SR面电流:20×2×10=400A,光剂消耗量:(20×1×10+20×2×10) ×75/60×100/500=150ml
浓度:
铜缸开缸须配置120ml/L硫酸,缸体积为5000L,须添加浓硫酸数量为多少?
5000*120ML/l=600000ml=600L
铜缸开缸须配置60g/L五水硫酸铜,缸体积为5000L,须添加五水硫酸铜数量为多少?
5000*60g/L =300000g=300kg
铜缸开缸须配置50ppm CL-,缸体积为5000L,须添加36%浓度盐酸数量为多少?
5000*50/1000000/36%=0.694L=694mL
外层蚀刻线退膜缸开缸须配置4%(W/W)NaOH,缸体积为500L,须添加NaOH数量为多少?
500*4% =20kg
洁净度:
洁净房洁净度要求:内层线路/外层线路/阻焊设计为1万级,层压设计为10万级。
洁净房温湿度要求:温度22±2℃,湿度:55±5%.
PCB制作流程:
开料
按生产所需要的板料根据工程设计进行裁切、磨角、刨边、烤板,加工成基板尺寸方便后工序的生产。

1) 开料
按照生产指令,将大张敷铜板切割成适宜生产的规格尺寸;
关键控制:尺寸,铜厚,板厚、经纬方向。
基板经/纬向辨识:49inch为纬向,另一边尺寸(37、41、43inch)为经向,保证多层板的PP与基板的经向、纬向一致是控制涨缩、翘曲的首要条件。
常见铜箔厚度:1/3OZ—12um,1/2OZ—17.5um,1OZ—35um, 2OZ—70um。3OZ—105um
2) 焗板
作用:消除板料内应力,防止板翘,提高板的尺寸稳定性。
关键控制:不同板材焗板参数区分,焗板时间,焗板温度、叠层厚度
基板分类
- 基板按TG类型分类:普通TG(≤140℃),中TG(150℃), 高TG(≥170℃)。
- 基板按材料种类分类:CEM、FR-4、无卤素等
- TG值定义:玻璃转化温度,可理解为材料开始软化如玻璃熔融状态下的温度点。
3) 刨边
生产板磨边应圆滑,洗板后板面无粉尘、垃圾;应无刮伤板面和残留披锋。
关键控制:刀口水平调整 ;刀具深浅调整 ;洗板传输速度。
内层
1) 内层前处理
作用:清洁、粗化板面,保证图形转移材料与板面的结合力。
工作原理:刷磨+化学
关键设备:前处理机(磨板/化学)
关键物料:磨刷(500#)
关键控制:
- 微蚀量:0.6-1.0um
- 磨痕宽度:10-18mm
- 水破时间: ≥15s
- ≥0.5mm磨板
测试项目:磨痕测试、水膜测试。
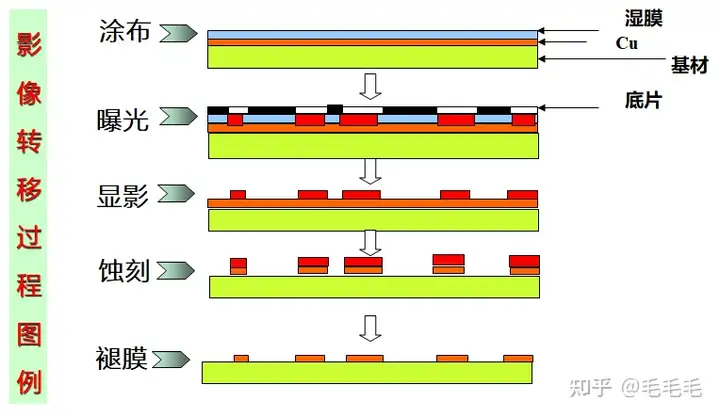
2) 涂布
作用:使用滚涂方式在板面涂上一 层感光油墨。
工作原理:涂布轮机械滚涂
关键设备:涂布轮、隧道烘箱
关键物料:油墨
关键控制:温度均匀性、速度
测试项目:油墨厚度8-12um.
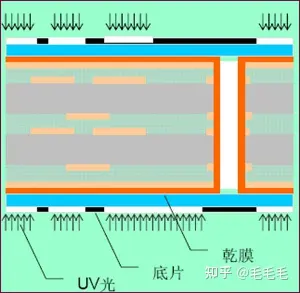
3) 曝光
作用:完成底片图形→板面图形之转移
工作原理:菲林透光区域所对应位置油墨经紫外光的照射后发生交联反应;菲林挡光区域所对应位置油墨未经紫外光照射、未发生产交联反应。
关键设备:
- 手动散射光曝光机
- 半自动CCD散射光曝光机
关键物料:
- 银盐片(黑片)
- 曝光灯(功率7/8KW)
关键控制:
- 对位精度:
- 人工对位:±3mil
- CCD对位:± 1.5mil
- 解析度:3mil
- 曝光能量:7-9级(21级曝光尺方式)
- 曝光能量均匀性(曝光能量min/max)
- 手动散射光曝光机:≥80%
- 半自动CCD曝光机:≥85%
- 底片光密度:
- 新菲林:阻光度≥4.5 透光度≤0.15
- 旧菲林:阻光度≥4.0 透光度≤0.35
测试项目:
曝光尺、曝光能量均匀性 、底片光密度无尘室环境项目
4)显影
作用:去掉未曝光部分,露出须蚀刻去除的铜面图形线路
工作原理:未发生交联反应之油墨层与显影液进行化学反应形成钠盐而被溶解,而发生交联反应部分油墨则不参与反应而得以保存。
关键设备:显影机
关键物料:
- 碳酸钠(Na2CO3)
关键控制:
- 喷淋压力:
- 上喷1.6-2.3kg/cm2
- 下喷1.2-1.8kg/cm2
- 显影速度:3.5-4.0m/min
- 药水浓度:0.8-1.2%
- 药水温度:28-32℃
- 显影点:45%-55%
测试项目:显影点
5)蚀刻
作用:把显影后裸露出来的铜蚀去,得到所需图形线路
工作原理:通过强酸环境下的自体氧化还原反应把铜层咬掉,同时通过 强氧化剂氧化再生的酸性蚀刻体系。
关键设备:蚀刻机
关键物料:
- 盐酸:HCL
- 氧化剂:
关键控制:
- 蚀刻压力:
- 上喷2.8kg/cm2
- 下喷1.5kg/cm2
- 药水温度:48-52℃
- 自动添加控制器:比重/酸度/氧化剂
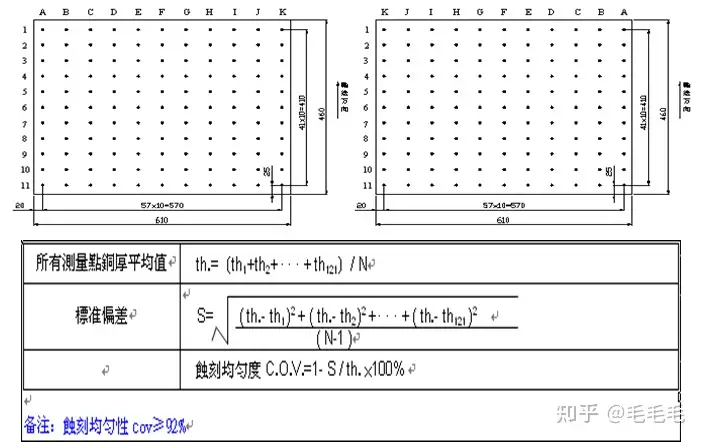
测试项目:
- 蚀刻均匀性:COV ≥ 90%
- 蚀刻因子:≥3
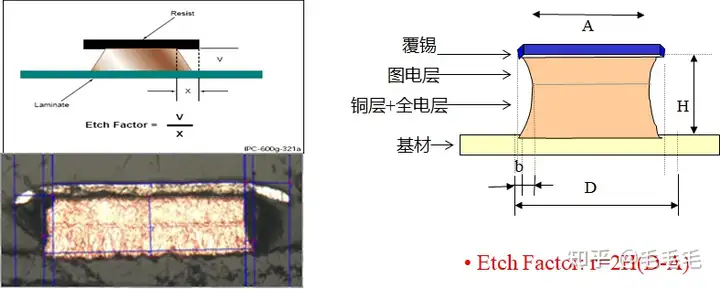
蚀铜除了要做正面向下的溶蚀(Downcut)之外,蚀液也会攻击线路两侧无保护的腰面,称之为侧蚀(Under cut),经常造成如蘑菇般的蚀刻缺陷,即为蚀刻品质的一种指标(Etch Factor),酸性蚀刻因子≥3,碱性蚀刻因子≥1.8
6) 退膜
作用:把已经形成的线路图形所覆盖的油墨退除,得到所需的铜面图形线路
工作原理:是通过较高浓度的NaOH将保护线路铜面的油墨溶解并清洗掉
测试项目:/
关键设备:退膜机
关键物料:NaOH
关键控制:退膜喷淋压力、药水浓度
7)定位孔冲孔
作用:使用CCD精确定位冲孔,为后续多张芯板定位提供基准定位。
测试项目:缺陷板测试。
关键设备:CCD冲孔机
关键物料:平头钻刀
关键控制:钻刀返磨次数,
测试项目:冲孔精度≤1mil.
8) AOI
作用:利用光学原理比对工程资料进行精确检查,找出缺陷点。
工作原理:通过对比正常与缺陷位置光反射的不同原理,找出缺陷产生的位置。
测试项目:缺陷板测试。
关键设备:AOI、VRS
关键物料:/
关键控制:基准参数
层压:
利用半固片将导电图形在高温、高压下粘合起来,形成多层图形的PCB。
1) 棕化
作用:在铜面生成一层有机铜氧化层,保证后续压合时芯板与PP的结合力。
工作原理:化学氧化络合反应
关键设备:水平棕化线
关键物料:棕化药水
关键控制:棕化药水浓度、
测试项目:微蚀量:1-1.5um、棕化拉力≥1.05N/mm
2) 叠板铆合、熔合、预排
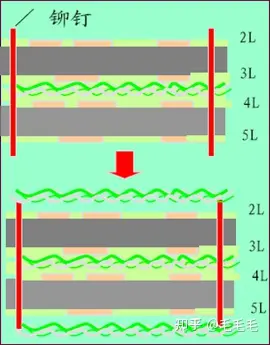
作用:将叠好的PP片和内层芯板通过铆钉机或熔合机将其固定在一起,保证不同层图形的对准度,避免压合过程中不同芯板滑动造成错位。
关键设备:铆钉机、熔合机、裁切机
关键物料:铆钉
关键控制:重合精度, PP型号,经纬方向。
测试项目:重合度≤2mil 熔合点结合力
P/P(PREPREG): 由树脂和玻璃纤维布组成,,据玻璃布种类可分为1080;2116;7628等几种
树脂具有三个生命周期满足压板的要求:
- A-Stage:液态的环氧树脂。又称为凡立水(Varnish)
- B-Stage:部分聚合反应,成为固体胶片,是半固化片。
- C-Stage:压板过程中,半固化片经过高温熔化成为液体,然后发生高分子聚合反应,成为固体聚合物,将铜箔与基材粘结在一起。成为固体的树脂叫做C-Stage。
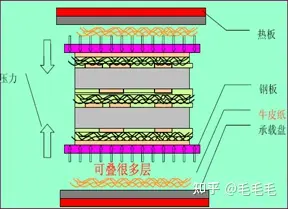
3) 压合
作用:通过高温高压将PP片熔合将内层芯板粘合在一起。
关键设备:压机、钢板
关键物料:PP、牛皮纸
关键控制:对应结构与材料选择对应压合程序
测试项目:
- 压机温度均匀性
- 压机平整度
- 热应力G/⊿TG
- 剥离强度
4) 压合后流程
作用:将压合好的板加工成双面板状态,并钻出钻孔定位孔。
关键设备:X-RAY打靶机、锣板机
关键物料:钻刀、锣刀
关键控制:涨缩及重合度控制、 锣板尺寸
测试项目:
- 涨缩≤4mil
- 重合度保证同心圆不相切≤3mil
- 锣板尺寸
钻孔
按工程设计要求,为PCB的层间互连、导通及成品插件、安装,钻出符合要求的孔。
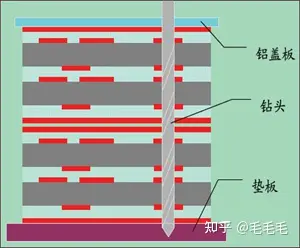
1)钻孔
作用:按工程设计要求,为PCB的层间互连、导通及成品插件、安装,钻出符合要求的孔。
工作原理:
- 机械钻孔:钻机由CNC电脑系统控制机台移动,按所输入电脑的资料制作出客户所需孔的位置。
- 激光镭射等
关键设备:机械钻机(主要品牌有Hitachi、 Schmoll等) 激光钻机
关键物料:
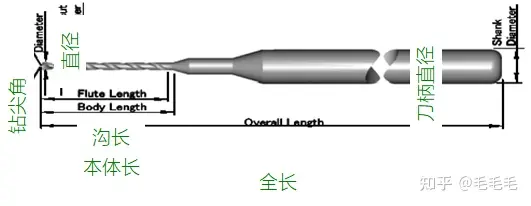
- 钻咀
定义:采用硬质合金材料制造,它是一种钨钴类合金,以碳化钨(WC)粉末为基体,以钴(CO)作为粘合剂,经加压烧结而成,具有高硬度、非常耐热,有较高的强度,适合于高速切削,但韧性差、非常脆。
直径范围: ¢0.2-¢6.3mm
钻咀类型:
- ST型:¢0.5-¢6.3mm;
- UC型:¢0.2-¢0.45mm;
- SD型:¢0.6-¢1.95mm;
- 铝片
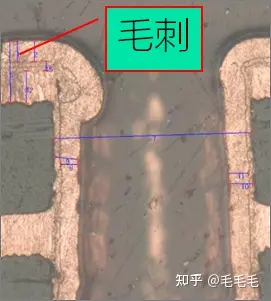
作用:防止钻孔披锋;防止钻孔上表面毛刺保护覆铜箔层不被压伤,提高孔位精度;冷却钻头,降低钻孔温度。
厚度:0.15-0.2mm
- 垫板
作用:防止钻孔披锋;防止损坏钻机台;减少钻咀损耗。
关键控制
- 钻孔精度:
- 孔径精度:普通孔±2mil;SLOT孔±3mil
- 孔位精度:一钻±2mil、二钻± 3mil
- 孔壁粗糙度:≤25um(常规要求)
测试项目
- 钻孔精度(使用孔位检查机)
- 孔壁粗糙度(沉铜后微切片测量)
- 钉头(沉铜后微切片测量)
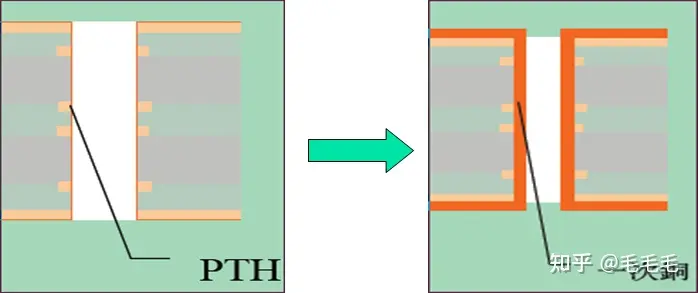
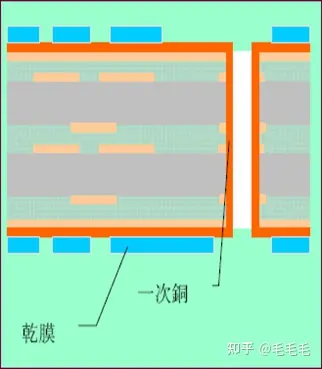
沉铜/板电
利用自身催化氧化还原反应,在印制板的孔内及表面沉积上微薄的铜层,同时利用电化学原理,及时加厚孔内的铜层,保证PCB层间互连的可靠性。实现孔金属化,使双面、多层板实现层与层之间的互连。
1) 磨板
作用: 去除孔口毛刺、清洁板面污迹及孔内的粉尘等,为后续沉铜层良好附着板面及孔内提供清洁表面。
关键物料:磨刷(规格180#240#320#)
关键控制:
- 磨痕宽度:10-20mm
- 水破时间:≥15s
- 超声波强度:60-80%
测试项目:磨痕检测;磨板过度(孔边凹陷、孔边露基材)、表观清洁平整等 。
2) 沉銅
作用:在整个印制板(尤其是孔壁)上沉积一层薄铜,使导通孔金属化(孔内有铜可以导通),以便随后进行孔金属化的电镀时作为导体。
关键设备:沉铜线、超声波
关键物料:沉铜药水
关键控制:药水浓度、温度、超声波电流(2-4A),电震强度/频率、气 顶高度/频率
测试项目:
- 背光≥9级
- 微蚀速率:0.4-0.8um/min
- 除胶量:0.2-0.4mg/cm2
- 沉铜速率:0.3-0.5um/18min .
3)整板电镀:
作用:利用电化学原理,及时的加厚孔内的铜层,保证PCB层间互连的可靠性。
关键设备:板电线
关键物料:铜球(¢28mm)、电镀光剂
关键控制:电流参数(10-20ASF)、电震强度/频率, 打气大小及均匀性,养板槽酸浓度 (0.1%)
测试项目:
- 电镀均匀性COV≤10%
- 深镀能力≥70%
- 板电铜厚
4)板电后磨板
作用:整平清洁板面,清除板面氧 化物,同时干燥板面,为后工序提供清洁表面。
关键物料:磨刷(规格320#)
关键控制:磨痕宽度10-20mm
测试项目:磨痕检测;磨板过度 (孔边凹陷、孔边露基材)、表观清洁平整等
外层图形
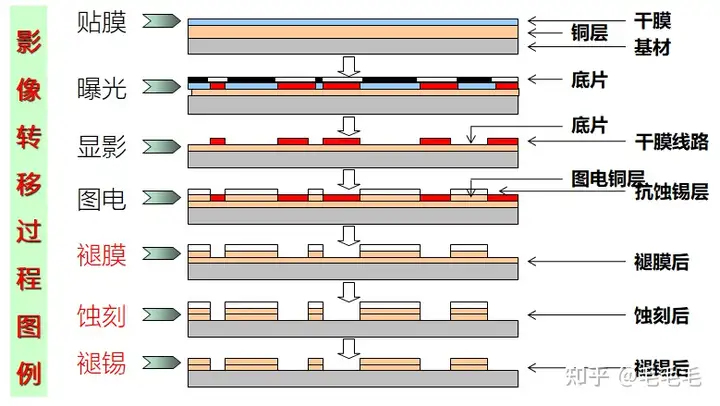
在处理过的铜面上贴上一层感光性膜层,在紫外光的照射下,将菲林底片上的线路图形转移到铜面上,形成一种抗镀的掩护膜图形,那些未被抗镀剂覆盖的铜箔,将在随后的电镀铜和电镀锡中先镀上一层铜再镀上锡形成一种抗蚀层,经过褪膜工艺将抗镀的掩护膜去掉,然后通过蚀刻将膜下的铜蚀刻掉,最后去掉抗蚀层得到所需要的裸铜电路图形。
1)前处理
作用:清洁、粗化板面,保证图形转移材料与板面的结合力。
工作原理:刷磨(常用)、喷砂、化学
关键设备:前处理机(磨板/喷砂/化学)
关键物料:磨刷(规格320#/500#)
关键控制:
- 磨痕宽度:
- 尼龙针刷:10-18mm
- 不织布磨刷:8-12mm
- 水破时间: ≥15s
测试项目:磨痕测试、水膜测试。
2)贴膜
作用:在铜板上涂覆感光材料(干膜)
工作原理:热压滚轮挤压
关键设备:自动/手动压膜机
关键物料:干膜
- PET COVER FILM 厚度25μm
- 干膜(光致抗蚀层)厚度30-50um
- 聚乙烯保护膜(PE膜) 厚度25um
关键控制(自动压膜机):
- 压膜参数
- 压痕宽度: ≥4mm ;
- 压痕均匀性:≤2mm
- 压膜压力:≥3-4KG/cm2
- 压膜温度:100-120℃
- 压膜速度:≤3m/min 环境条件:符合干净房温湿度及含尘量
- 温度:22±2℃
- 湿度:55±5%
- 含尘量:≤ 1万级
- 灯光:保护光线(过滤掉紫外光)
测试项目:
- 压痕测试
- 无尘室环境参数:
- 无尘室温度
- 无尘室湿度
- 无尘室含尘量
3)对位曝光
作用:完成底片图形→板面图形之转移
工作原理:菲林透光区域所对应位置干膜经紫外光的照射后发生交联反应;菲林挡光区域所对应位置干膜未经紫外光照射、未发生产交联反应。
关键设备:
- 手动散射光曝光机
- 半自动CCD平行光曝光机
- 全自动CCD平行光曝光机
关键物料:
- 重氮片(黄片)/银盐片(黑片)
- 曝光灯(功率5KW)
关键控制:
- 对位精度:人工对位/PIN对位:3mil; CCD对位:± 1.5mil
- 解析度:3mil
- 曝光能量:7-8级(21级曝光尺方式)
- 曝光能量均匀性(曝光能量min/max)
- 手动散射光曝光机:≥80%
- 半自动CCD曝光机:≥85%
- 全自动CCD曝光机:≥90%
- 底片光密度:
- 新菲林:阻光度≥4.5 透光度≤0.15
- 旧菲林:阻光度≥4.0 透光度≤0.35
测试项目:
曝光尺、曝光能量均匀性 、底片光密度无尘室环境项目
4)显影
作用:完成板面感光图形显像
工作原理:未发生交联反应之干膜层与显影液进行化学反应形成钠盐而被溶解,而发生交联反应部分干膜则不参与反应而得以保存
关键设备:显影机
关键物料:
- 碳酸钠(Na2CO3)、碳酸钾(K2CO3)
- 曝光灯(功率5KW)
关键控制:
- 显影压力:15-30PSI
- 显影速度:3.5-4.0m/min
- 药水浓度:0.8-1.2%
- 药水温度:28-32℃
- 显影点:45%-55%
测试项目:显影点
图形电镀
利用电化学原理,在露铜的板面及孔内镀上一定厚度的金属(铜、锡、镍、金),使层间达到可靠互连的同时,并具有抗蚀或可焊接、耐磨等特点。
作用:在完成图形转移的线路板上电镀铜,以达到客户所要求的孔壁或板面铜厚度(通常经过板电后其铜厚还没有达到客户要求),电镀锡是为了在蚀刻时保护所需线路(抗蚀刻)。
关键设备:电铜锡线
关键物料:铜球(¢28mm)、纯锡球25mm)、纯锡条、电镀铜、锡光剂
关键控制:电流参数(铜10-23ASF,锡10-13ASF)、电震强度/频率、摇摆频率、打气大小及均匀性
测试项目:
- 电镀均匀性COV≤10%
- 深镀能力≥70%
- 孔铜厚(≥20um)
- 延展性(≥15%)
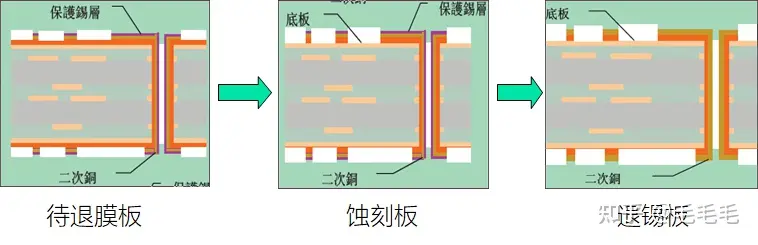
外层蚀刻
将已经完成图形电镀铜锡板通过退膜、蚀刻、退锡三段加工方法最终完成线路图形制作。
1)退膜
作用:使抗镀膜(干膜)溶解在碱液中,并且使之与铜层的结合力变差并彻底的退除干净、露出新鲜的Cu面以便于蚀刻。
关键设备:退膜机
关键物料:NaOH
关键控制:退膜喷淋压力、药水浓度
测试项目:溶锡量,退膜速度
2)蚀刻
作用:利用蚀刻液与铜层反应,蚀去线路板上不需要的铜,得到所要求的图形线路。
关键设备:蚀刻机
关键物料:蚀刻子液
关键控制:
- 蚀刻压力:
- 上喷3.0kg/cm2
- 下喷kg1.1/cm2
- 药水温度:48-52℃
- 自动添加控制器:比重、PH值
测试项目:蚀刻均匀性:COV ≥ 92%,蚀刻因子:≥1.8。
3)除钯的作用:
通过硫脲(CH4N2S)的喷淋清洗把NPTH孔壁上PTH时残留的钯毒化反应,使其失去催化反应能力,避免在后续ENIG时产生NPTH孔上金的缺陷(只针对沉金板,其它表面处理不须过此药水段)。
4)退锡
作用:将蚀刻干净的生产板板面及孔内的锡退镀干净,露出新鲜的镀铜层。
关键设备:退锡机
关键物料:退锡子液
关键控制:
- 退锡压力:
- 上喷2.0kg/cm2
- 下喷2.0kg/cm2
- 药水温度:30℃
测试项目:蚀铜量≤0.5um,比重≥1.4。
5)蚀检(目检/AOI)
作用: 蚀刻后的板主要检查线条/孔内/板面/板材等品质状况,找出缺陷点修 理或报废。
关键控制:线宽/线距要求,孔内有无异常, 板面有无残铜/蚀刻不净等。
防焊制作:
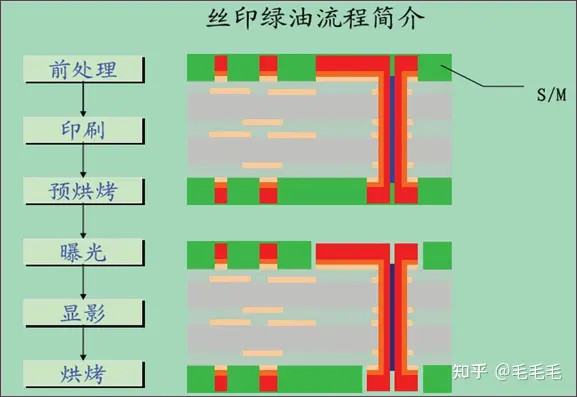
定义:阻焊膜是一种保护膜,可防止焊接时桥接,提供长时间的绝缘环境和抗化学保护作用.形成PCB板漂亮的外衣.
1)前处理
作用:清洁、粗化板面,保证防焊与板面的结合力。
工作原理:刷磨(常用)、喷砂、化学
关键设备:前处理机(磨板/喷砂/ 化学)
关键物料:
- 磨刷(规格:500#/500#)
- 金刚沙(规格:320#)
关键控制:
- 磨痕宽度:
- 针刷:10-20mm
- 水破时间:
- 机械式针刷机≥15s
- 喷沙磨刷机≥25s
测试项目:
- 磨痕测试
- 水膜测试
- 喷沙浓度(15%-25%)
2)板面印刷
作用:在线路板通过丝网印刷的方式形成上一层厚度均匀的防焊油墨。
工作原理:丝印(常用)、喷涂、帘涂等
关键设备:半自动丝印机
关键物料:感光型防焊油墨、稀释剂(调整粘度)、丝网(规格:36T/51T)
关键控制:
- 油墨厚度:
- 湿膜(铜面):≥20mm(湿膜测试仪)固化后(板面):≥10um(切片测量)
- 油墨厚度均匀性:湿膜(铜面):≤10um
- 环境条件:
- 温度:20±2℃
- 湿度:55±5%
- 含尘量:≤ 10万级
- 灯光:保护光线(过滤掉紫外光)
3)预烤
作用:通过低温蒸发油墨中的溶剂,使之在曝光时不粘底片并在显影时能均匀溶解不曝光部分的油墨。
工作原理:加热炉低温烘烤
关键设备:隧道式烤炉、立式烤炉
关键物料:无
关键控制:
- 烤板温度/均匀性: 75±3℃
- 烤板时间:一次曝光前累计≤60min
- 预烤前静置时间:30min-2h
4)对位/曝光
作用:完成底片→板面防焊图形之转移工作原理:菲林透光区域所对应位置油墨经紫外光的照射后发生交联反应;菲林挡光区域所对应位置油墨未经紫外光照射、未发生产交联反应。
关键设备:手动散射光曝光机、半自动CCD散射光曝光机、全自动CCD散射光曝光机
关键物料:
- 重氮片(黄片)/银盐片(黑片)
- 曝光灯(功率7-10KW)
关键控制:
- 对位精度:
- 人工对位/PIN对位: ±3mil
- CCD对位:± 1.5mil
- 解析度:4mil
- 曝光能量:9-13级(21级曝光尺方式)
- 曝光能量均匀性(曝光能量min/max)
- 手动散射光曝光机:≥80%
- 半自动CCD散射光曝光机:≥85%
- 全自动CCD散射光曝光机:≥90%
- 底片光密度:
- 新菲林:阻光度≥4.5 透光度≤0.15
- 旧菲林:阻光度≥4.0 透光度≤0.35
测试项目:
曝光尺、曝光能量均匀性 、底片光密无尘室环境项目
5)显影
作用:完成板面防焊图形显像
工作原理:未交联反应之防焊与显影液进行化学反应形成钠盐而被溶解而露出焊盘、焊垫等需焊接、装配、测试或需保留的区域,而已交联反应部分则不参与反应而得以保存
关键设备:显影机
关键物料:
- 碳酸钠(Na2CO3)
- 碳酸钾(K2CO3)
关键控制:
- 显影压力:20-30PSI
- 显影速度:2.8-3.2m/min
- 药水浓度:1.0-1.2%
- 药水温度:29-33℃
6)后固化
作用:通过烘板使阻焊达到所需的硬度和附着力。
工作原理:加热炉低温烘烤
关键设备:隧道式烤炉、立式烤炉
关键物料:无
关键控制:
- 烤板温度/均匀性: 150±5℃
- 烤板时间:60min
测试项目:油墨硬度≥6H
字符:
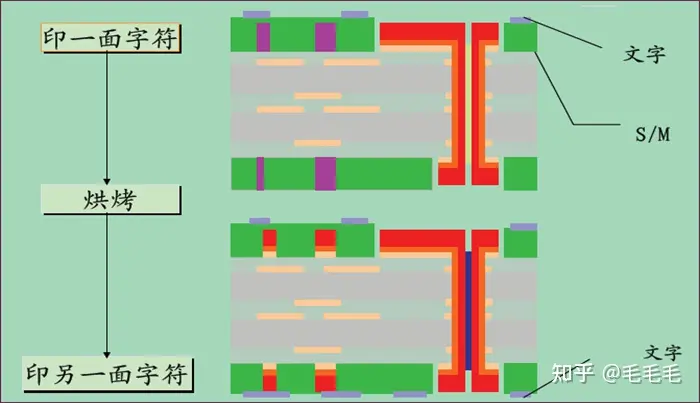
定义:通过丝网漏印的方式,将字符油墨转移到线路板上,便于元器件的识别/安装及提供生产周期、UL标识等信息.
1)板面印刷
作用:在板面上通过丝网印刷的方式形成上一层厚度均匀的文字油墨。
工作原理:丝印(常用)、喷涂
关键设备:
- 半自动丝印机
- 自动喷印机
关键物料:
- 热固化型文字油墨
- 稀释剂(调整粘度)
- 丝网(规格:120T/140T)
关键控制:
- 印刷解析度:0.10mm
- 对位精度:0.15mm
2)固化
作用:通过烘板使字符油墨达到所需的硬度和附着力。
工作原理:加热炉高温烘烤
关键设备:隧道式烤炉、立式烤炉
关键物料:无
关键控制:
- 烤板温度/均匀性: ≥140±5℃
- 烤板时间: ≥15min
烤板时间: ≥15min
测试项目:油墨硬度≥6H
成型/V-CUT
定义:按工程资料的要求,以冲切、铣板、V-CUT、斜边的方式,对线路板进行外形加工。
1)V-cut
作用:在PCB上加工客户所需的V型坑,便于客户安装元件后将PCB出货 单元分解成贴装后最小成品单元。
工作原理:手动/数控CNC V-cut刀切割
关键设备:
- 手动V-CUT机
- CNC V-CUT机
关键物料:
- 手动V-CUT刀:直径51mm
- CNC V-CUT刀:直径120mm
关键控制:
- V-CUT公差:
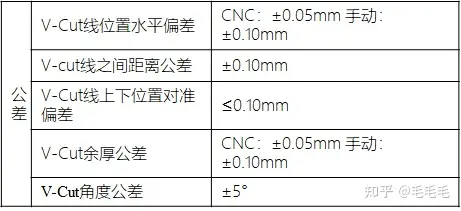
- V-CUT余厚:≥0.3mm(按客人要求)
检查项目: V-CUT余厚
2)锣板
作用:在数控锣机上使用多锣刀将PNL生产板按客人要求切割加工成出货SET
工作原理:数控CNC 锣刀切割
关键设备:CNC锣机
关键物料:锣刀
关键控制:外形公差±0.1mm
测量项目:外形公差(使用卡尺、二/三次元测量)
3)冲板
作用:使用模具冲切方式将PNL板上客人要求之出货set成型出来。
工作原理:模具冲切
关键设备:冲床(机械传动式/液压传动式)
关键物料:模具
关键控制:
- 外形公差:精冲模具( ± 0.1mm)、普通模具( ± 0.15mm)
检查项目:外形公差(使用卡尺、二/三次元测量)
电性能测试(E/T)
定义:利用电脑测试出开/短路,保证产品电气连通性能符合用户设计和使用要求。
1)洗板
作用:洗去成型在板面上留下的粉尘;清洁板面,利于电接触,保证测试 良率。
工作原理:酸洗/水洗方式
关键设备:成品洗板机
关键物料:柠檬酸(针对金板)
关键控制:板面品质
检测项目:板面品质(目视检查)
2)测试
作用:保证产品电气连通性能符合用户设计和使用要求。
工作原理:在一定电压下进行通断路测试
关键设备:测试机手动/自动、通用/专用测试 机、飞针测试机
关键物料:测试架(专用/复合)
关键控制:漏测率
检测项目:无
表面处理
作用:提供抗氧化、可焊性良好的沉积层,为下游贴片提供良好焊接表面。同时根据不同镀层特性提供散热、耐磨、 耐插拔、Bonding等多种功能。
全板电镍金
在外层线路后电镀上铜镍金,同时达到 抗蚀刻与良好的可焊性的功能 。
关键控制:镍金厚。
沉镍金
通过催化、自体催化反应与置换反应依次在铜表面沉积上镍金层,形成平整、可焊、抗氧化的镀层。
关键控制:镍金厚,药水参数镍层为含磷7-9%沉积层
沉锡/沉银
通过置换反应在铜表面沉积上锡或 银层,形成平整、可焊、抗氧化的镀层。
关键控制:镀层厚度,药水参数
喷锡
在焊点图形及孔铜表面喷涂铅锡层,使其具有良好的可焊性及保护性。
类型分有铅:63/37 Sn/pb,无铅/纯锡:Sn/0.6Cu/NI
关键控制:浸锡时间,风刀压力。
OSP
在铜表面生成有机铜保护膜, 保护铜面避免氧化
关键控制:膜厚,药水参数
FQC
通过对成品的外观检验,确保产品外观质量符合客户要求。
关键控制:线路检查,阻焊油墨检查 ,字符检查,锡面、金面、焊环检查,板材检查,板面检查 ,照孔检查。
FQA
对成品的外观、规格检验进行最终确认,确保产品外观及性能品质符合客户要求。
检验的主要项目:
尺寸的检查项目
- 外形尺寸
- 各尺寸与板边
- 板厚
- 孔径
- 线宽
- 孔环大小
- 板弯翘
- 各镀层厚度
外观检查项目
- 孔破
- 孔塞
- 露铜
- 异物
- 多孔/少孔
- 金手指缺点
- 文字缺点
可靠性(Reliability)
- 焊锡性Solderability
- 线路抗撕拉强度Peel strength
- 切片Micro Section
- S/M附着力S/M Adhesion
- Gold附着力Gold Adhesion
- 热冲击Thermal Shock
- 阻抗Impedance
- 离子污染度Ionic Contamination
焗板
喷锡板在成品外观检验前进行压焗,其它类型的板先检验是否曲翘,再将曲翘板进行压焗。
关键控制:焗板温度,焗板时间等。
包装
作用:成品包装,延缓环境对板的影响,同时便于储存及搬运。
工作原理:包装机抽真空方式将包装膜吸紧完成成品PCB的包装
关键设备:半/全自动包装机
关键物料:
- 普通“真空胶膜+气泡布”
- 防静电“真空胶膜+气 泡布”
免责声明:文章内容来自互联网,本站不对其真实性负责,也不承担任何法律责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:技术 | PCB基础知识-pcb技术及应用 https://www.yhzz.com.cn/a/1782.html